重庆聚荣鑫热镀锌型材服务周到

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
该用户其他信息
———线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
重庆聚荣鑫热镀锌型材服务周到
1、溶剂处理合格后的角钢放在烘干受料台架上,将角钢齐头一侧放在锌锅前侧和个磁力辊前侧成直角摆平;弯度较大的管放在后面或者矫直后放在受料架上。
2、烘干炕主要作用是把角钢表面的水份烘干,另一方面是提升角钢本身的温度,防止溅锌伤人,也不带走锌锅内的热能,促使锌铁合金层的加快生成。
3、烘干炕温度为80℃~180℃,角钢的干燥时间为3~7分钟,也可根据角钢的规格、壁厚不同掌握烘干温度;干燥工要随时检查角钢的干燥程度,防止时间不足进入锌液中溅锌伤人;烘干时不要超温,防止把溶剂烘焦。
热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→镀锌→冷却→钝化→清洗→打包→热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。
热镀锌角钢的包装要注意什么?
1)打包机使用空气压缩机气体,压力为0.4-0.8Mpa。在打包机工作状态下禁止用手去摸打包机动作部位以免伤手。
2)打包时先把卡扣穿在包装带上,再把包装带绕过钢管,把另一端插入卡扣内,把打包机压在打包带上,打开打包机风阀进行打包压扣。打包带厚部为1.0—1.2mm,包装带要求离端头一道100mm,二道300mm,兰杠标志应离端头400mm。
3)包装时相同规格的镀锌角钢选择同一规格的包装架。
4)包装后的镀锌角钢外表面一旦造成污染要用干净的棉沙抹干净后方可上垛。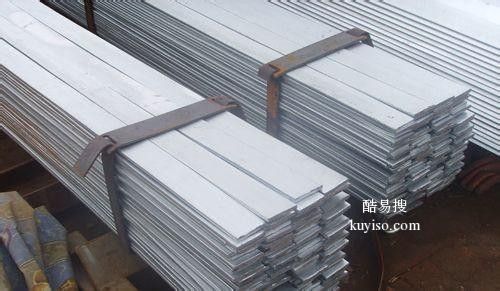
在加工热镀锌角钢的过程中,有时会出现漏锌的情况,下面就为大家介绍一下解决漏锌的方法:
1、锌液中含铝含量控制在0.05%以下,建议采用5-10%的铝含量中间合金,不直接使用纯铝锭即可。
2、避免高碳钢过酸洗
3、彻底焊渣及焊渣飞溅物
4.防止助镀剂的过热烧损
5、对容易造成热镀锌漏镀的地方可预先涂抹高浓度溶剂。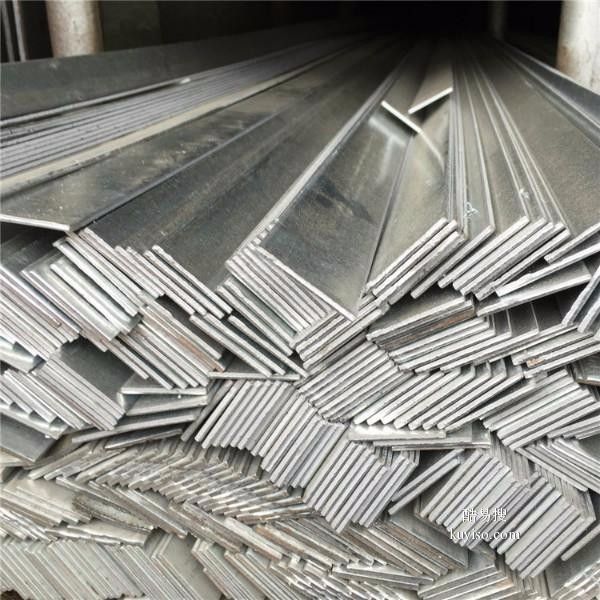
镀锌角钢、镀锌槽钢助镀工序应具备以下几个方面的生产工艺条件:
(1)的助镀溶剂原料和稳定的供应来源。
(2)严格的工艺管理和完善的职工培训制度。
(3)完善的检测分析系统和严谨的从业人员配置。
(4)稳定、可靠的温控设备及措施。
(5)有效的溶液清理手段。
(6)完善、齐备的适应性吊具、行车等,并确保强度。
(7)有效、易操作的清扫、打捞、辅助吊挂等设备,可靠的工具,辅助材料及用具,以及便携的二次电源等:
(8)助镀槽要有足够浸没工件的助镀液容量、容深。
(9)各类辅助添加材料,质优价廉。
(10)助镀槽要有稳定的加热、给排水系统配制。
(11)助镀槽周围要有充裕的整理、吊挂操作空间。
(12)助镀工序要有完备的职业防护措施。
助镀溶剂主要是氯化锌和氯化铵,助镀液则是“氯化锌+氯化铵”复合盐水溶液,其质量浓度范围,一般不低于20%~30%,或按照工艺要求来调整。助镀液在热镀锌角钢、热镀锌槽钢的热镀锌过程中不会失效,但会降效,并逐渐消耗。
配制助镀液时,一定要注意区分“锌铵比”和“铵锌比”这个概念非常容易混淆,特列强调的是,如对“锌铵比”和“铵锌比”认识不清,那么助镀液的平衡就无法掌握,热镀锌角钢、热镀锌槽钢的生产也不会正常。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
-
 刘益呈
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
刘益呈
您好!欢迎浏览本信息,请发送您的联系方式,以便及时解答您的咨询。
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证